Дата регистрации 24 Октябрь 2024
39 ПродажYengil sanoat mahsulotlarining sifat ko‘rsatkichlarini aniqlash
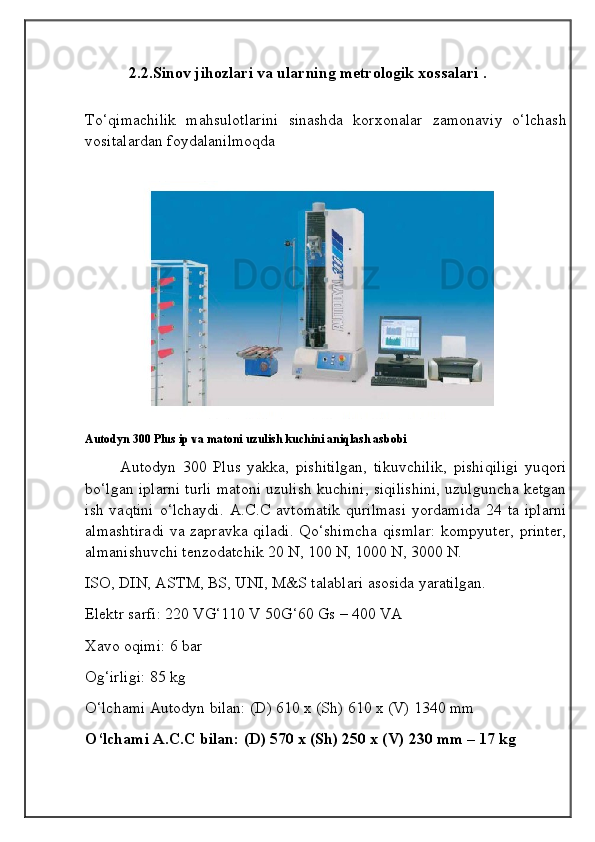



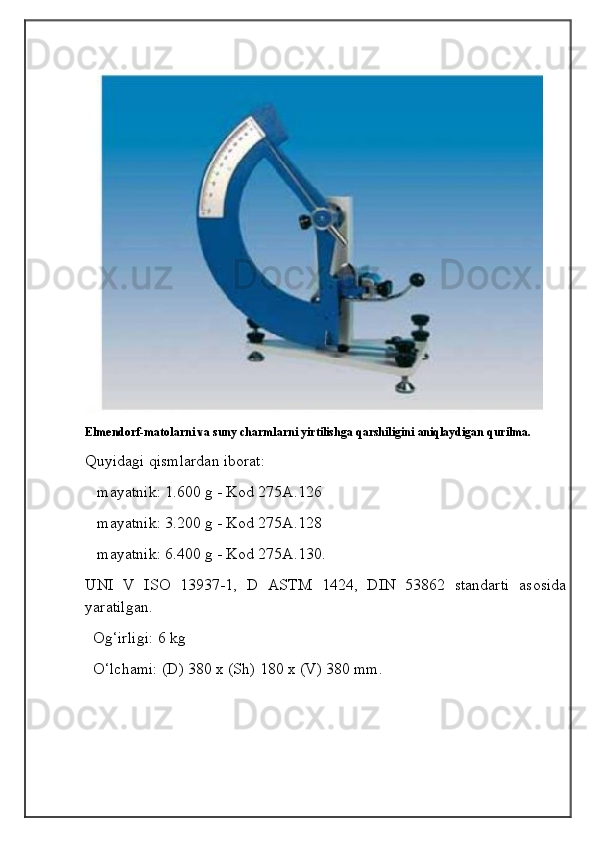
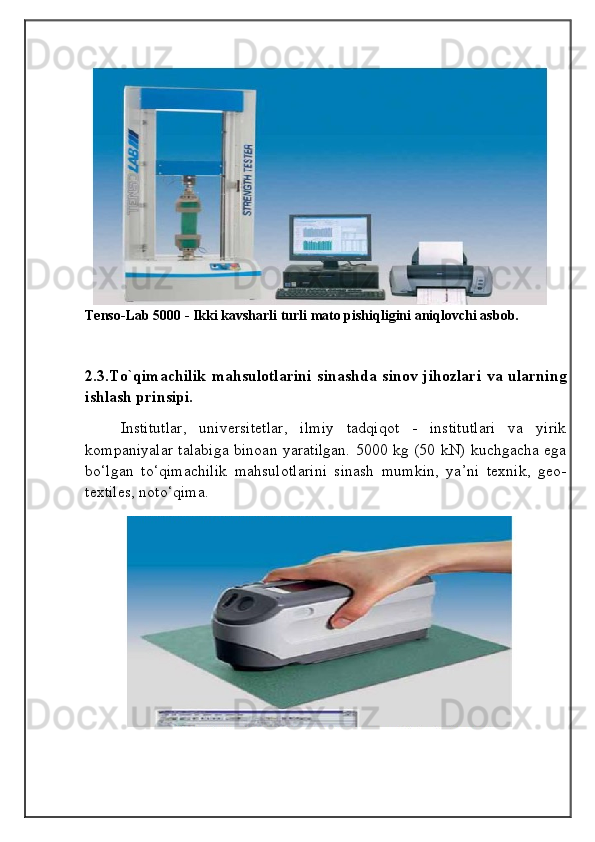

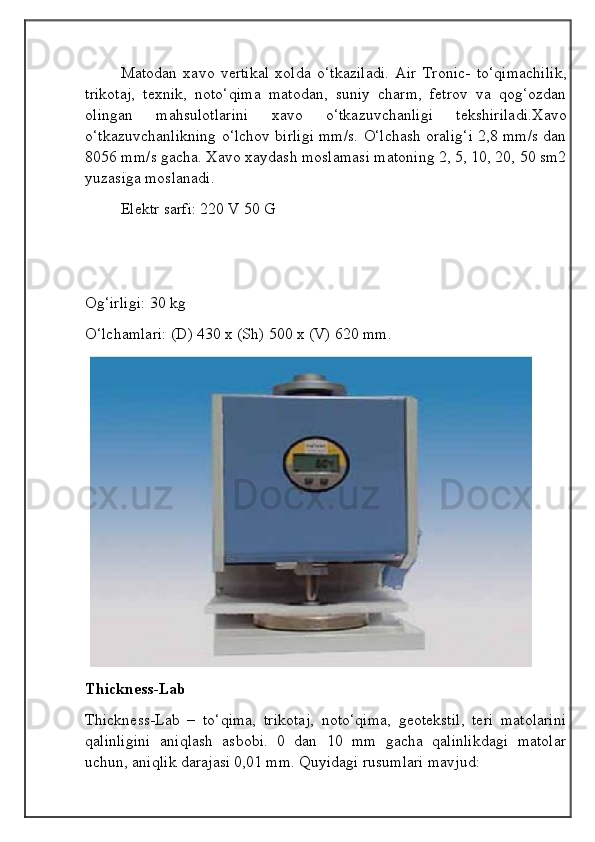
Yengil sanoat mahsulotlarining sifat ko‘rsatkichlarini aniqlash
-
Похожие документы
- Demografik ko’rsatkichlar ijtimoiy-iqtisodiy rivojlanish ko’rsatkichlari sifatida
- Menejmentda axborot texnologiyalari va boshqaruv tizimlarini tahlil qilish
- Zamonaviy tashkilotda boshqaruv tizimlarini tahlil qilish
- O‘zbek Invest Sug‘urta kompaniyasi, Buxoro MALAKAVIY AMALIYOT HISOBOTI amaliyot hisoboti sugurta kampaniyasi
- Buxgalteriya balansi tahlili