Дата регистрации 17 Апрель 2024
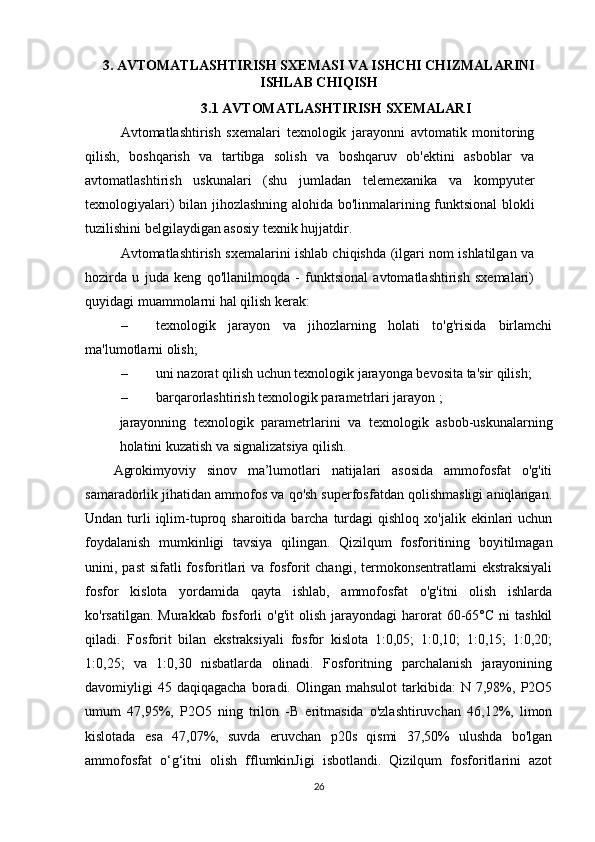
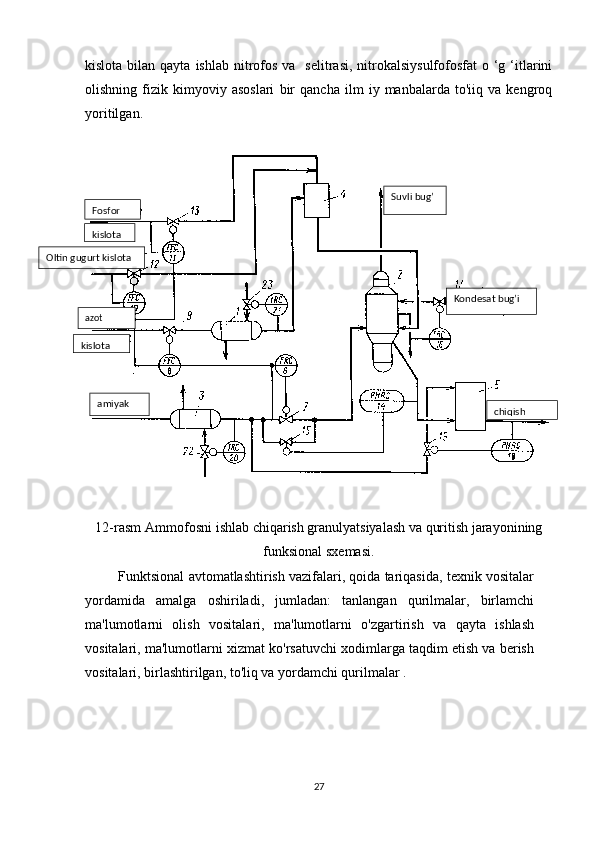
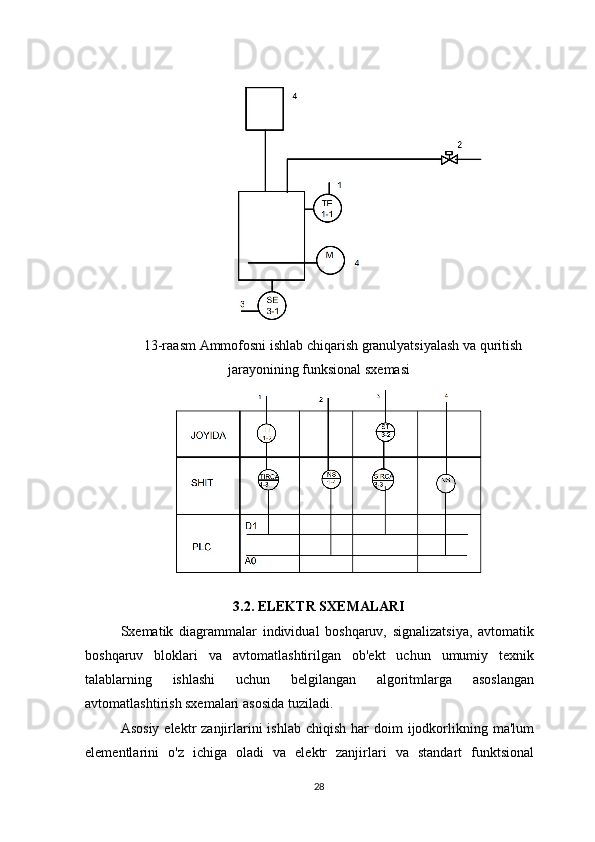
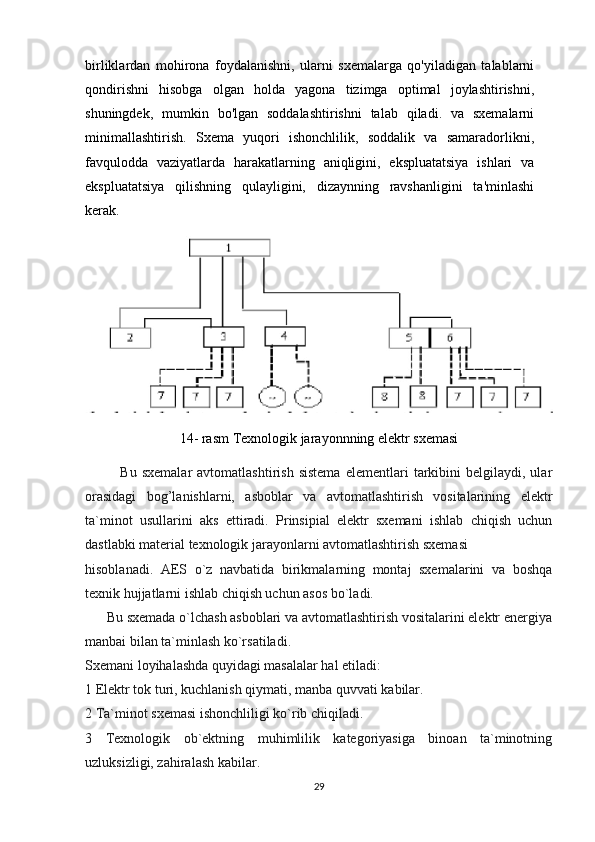
1 ПродажAmmofosni ishlab chiqarish granulyatsiyalash va quritish jarayonini avtomatlashtirish






tayyor kurs ishi