Ro'yxatga olish sanasi 29 Oktyabr 2024
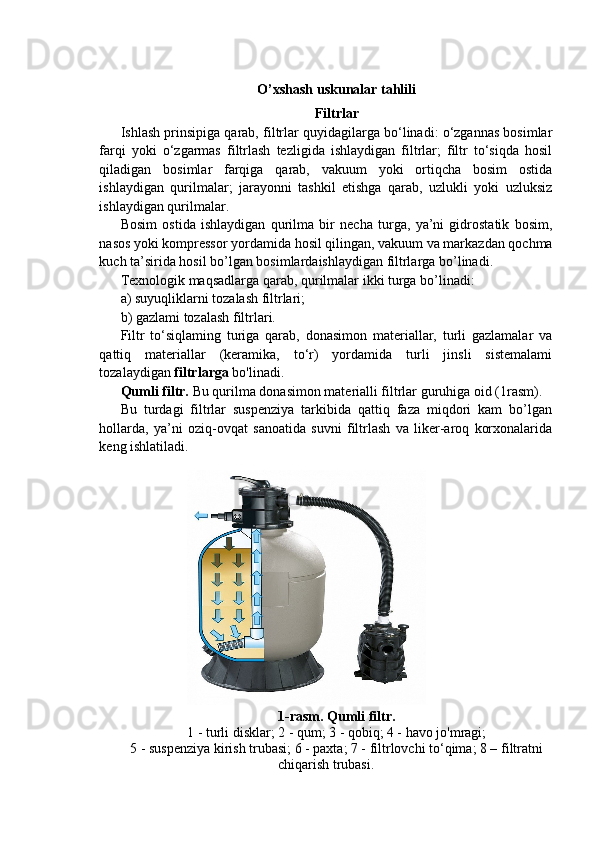
128 SotishBarabanli vakuum-filtr qurilmasini loyihalash




![3) Jarayonning maqsadga muvofiqligi bo'yicha:
- toza cho'kindi olish;
- filtrat olish;
- bir vaqtning o'zida depozit va filtrat olish;
4) Maqsadga muvofiq:
- tozalash filtratsiyasi, u eritmalarni inkluzyonlardan tozalash uchun
ishlatiladi va maqsadli mahsulot filtratdir.
- mahsulotni filtrlash, uning maqsadi cho'kma olishdir (NUTSCH filtrlari,
barabanli vakuum filtrlari).
Guruch. 1 Filtrlash sxemasi : a - ortiqcha bosim ostida; b - vakuum ostida
Filtrlarda suspenziyalarni ajratish jarayoni bir nechta operatsiyalardan iborat:
filtrda cho'kmani yuvish, filtrdan foydalanish paytida filtrat cho'kmaning
teshiklaridan ajratiladi; qolgan yuvish suyuqligini teshiklardan siqib chiqarish
uchun cho'kmani havo bilan puflash;cho'kmani isitiladigan havo bilan quritish.
Filtrlash odatda laminar rejimda davom etadi.Filtrlash tezligi - filtrlash
yuzasidan 1 m dan 1 soniyada olingan filtrat hajmi : ?=, [m 3
/m 2
?s].
Jarayonning tezligi bosim farqiga to'g'ridan-to'g'ri proportsional va cho'kindi
qarshiligiga teskari proportsionaldir.Jarayon quyidagi kinetik tenglama bilan
tavsiflanadi:
(*)
bu erda V - filtratning hajmi, m 3
; F - filtrlovchi sirt maydoni, m 2
;t -
filtrlashning davomiyligi, s;- bosimning pasayishi, N/m 2
; - suyuqlik fazasining
viskozitesi, N?s / m 2
;R
OS - cho'kindi qarshilik, m -1
;- filtrlash bo'limining
qarshiligi, m -1
.
Agar qattiq zarrachalar filtr devoriga kirmaydi deb faraz qilsak, u holda
qarshilikni doimiy deb hisoblash mumkin va cho'kindining qarshiligi cho'kindi
qatlamining ortishi bilan o'zgaradi.
1 m 3
filtratdan o'tganda x
0 m 3
cho'kma hosil bo'ladi deb faraz qilamiz, keyin:
x
0 V \u003d h
0 F, h
0 \u003d x
0 V / F,
bu erda h
0 - cho'kindining balandligi, m.
Cho'kindi qatlamining qarshiligi uning balandligiga mutanosib deb faraz
qilaylik.](https://docx.uz/documents/994baa4e-888c-480e-b31f-5e4c1362d605/page_15.png?v=1)
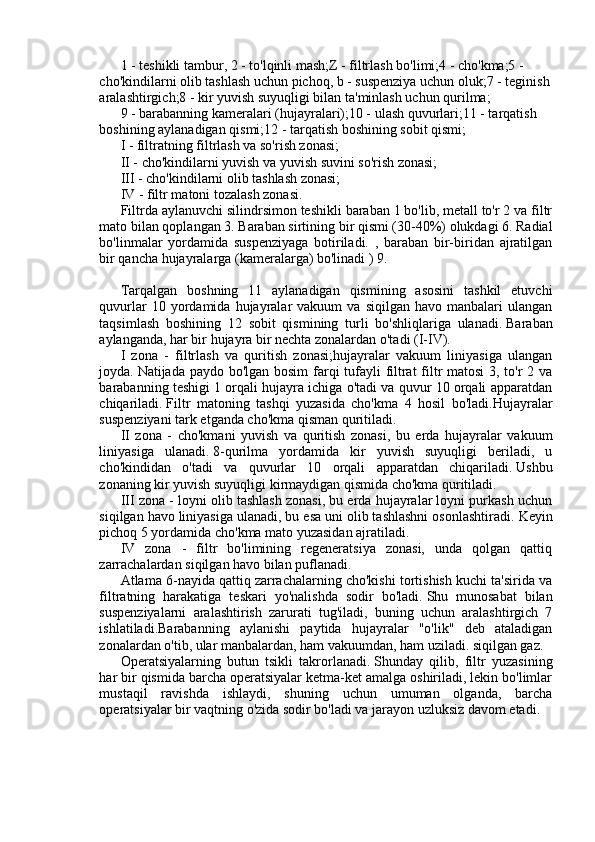


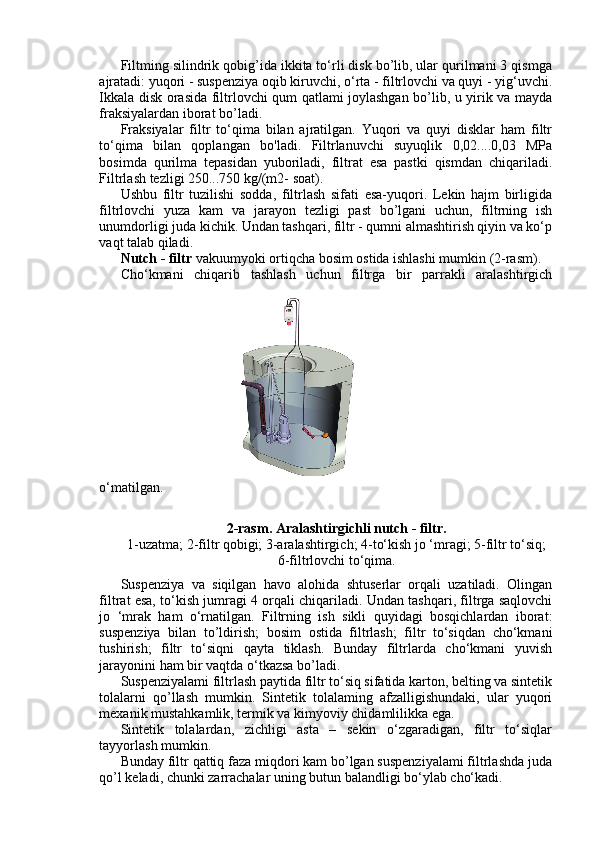
![ω=360 n=360 ∙0,182 =65,5 °/minFiltrlash sektorining burchagi ;
φ=ω∙τ=65,5 ∙2,2 =144 °
Yuvish sektorining burchagi;
φyuv' =ω∙τyuv' =65,5 ∙1,93 =126,5 °
Quritish zonasi sektorining burchagi ;
φ
k = ω ∙ τ
k = 65,5 • 0,5 = 33 °
≪ Foydasiz ≫ zonalar sektorining burchagi ;
φ
2'
= φ
m + 360
2 n
c = 3 + 360
2 ∙ 20 = 12 °
Barabanni suyuqlikka botish sektorining burchagi;
φ=φ2'+φ= 12 +144 =156 °
Qurilmadagi filtrlar sonini aniqlash uchun baraban diametrini D =3 m va
uzunligini l=4,4 m deb qabul qilamiz. Bu baraban yuzasining maydoni
F1 = 40
m 2
bo‘lgan standart filtrdir; berilgan unumdorlik uchun bunday filtrdan 2 ta
o‘rnatish
zarur.
Barabanni suspenziyaga botish chuqurligi;
H = D
6
2 =
[ 1 − cos ( φ
2'
+ φ )] = 3
2 ( 1 − cos 156
2 ) = 1,19 m
Suspenziya zichligi
ρsus= 1
c1
ρs
+1−c1
ρf
= 1
0,3
2,8 ∙10 3+ 1−0,3
1,3 ∙10 3
=1,55 ∙10 3
kg/
m 3
Filtrga berilayotgan suspenziya miqdori;
G= Qc
c1
= 0,147 ∙0,726 ∙10 3
0,3 =0,356 ∙10 3
m3/min
Vannaga kirayotgan suspenziya miqdori;](https://docx.uz/documents/994baa4e-888c-480e-b31f-5e4c1362d605/page_24.png?v=1)


Barabanli vakuum-filtr qurilmasini loyihalash
| KIRISH........................................................................................ | 3 | |
| 1 | O’xshash uskunalar tahlili.................................................................... | 5 |
| 2. | Jarayon tavsifi..................................................................................... | 11 |
| 3. | Qurilmaning konstruksiyalari............................................................... | 12 |
| 4. | Hisoblash formulalari .......................................................................... | 15 |
| 5. | Asosiy va yordamchi qurilmalarning ishlash prinsipi.......................... | 18 |
| 6. | Hisobiy bo’lim.................................................................................. | 21 |
| XULOSA........................................................................................................ | 27 | |
| FOYDALANILGAN ADABIYOTLAR........................................................ | 28 | |