Войти
Регистрация
Docx
Рефераты
Дипломные работы
Прочее
Презентации
Рефераты
Курсовые работы
Дипломные работы
Диссертациии
Образовательные программы
Инфографика
Книги
Тесты
Информация о документе
Цена
9000UZS
Размер
1.1MB
Покупки
3
Дата загрузки
20 Август 2023
Расширение
doc
Раздел
Курсовые работы
Предмет
Химия
Продавец
Bohodir Jalolov
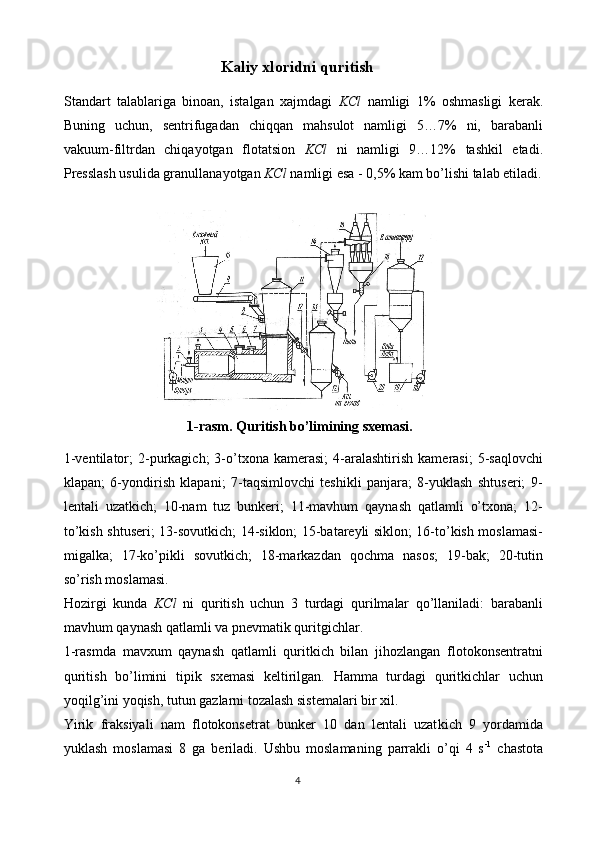
Kaliy xloridni quritish
Купить
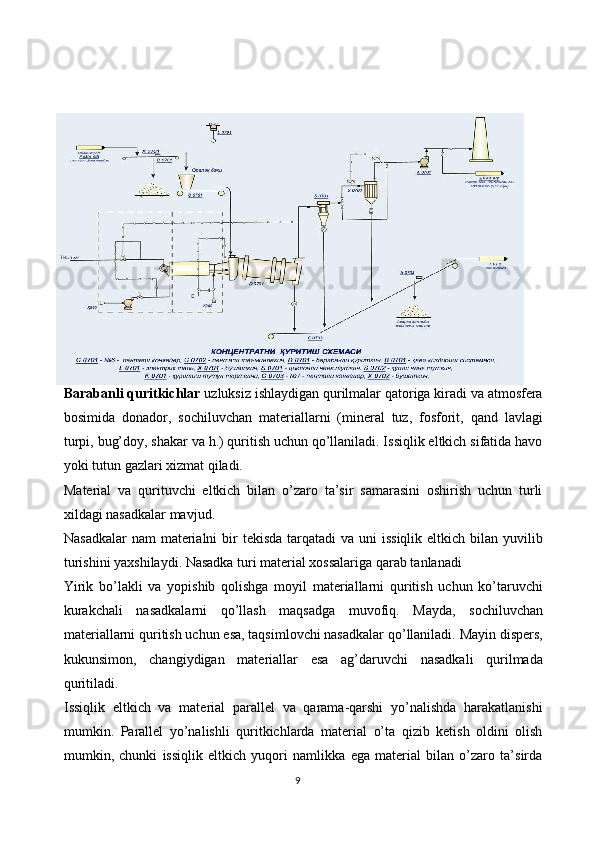
Kaliy xloridni quritish
Купить
Похожие документы
Kulonometrik analiz metodi
Fosforitli moddalar va energiya almashinuvidagi ahamiyati
Analizning pоlyarоgrafik mеtоdi
Kimyoda illyustrativ va evristik metodlar
Modda miqdori mavzusiga oid masalalar yechish kurs ishi
Подтвердить покупку
Да
Нет