Ro'yxatga olish sanasi 24 Oktyabr 2024
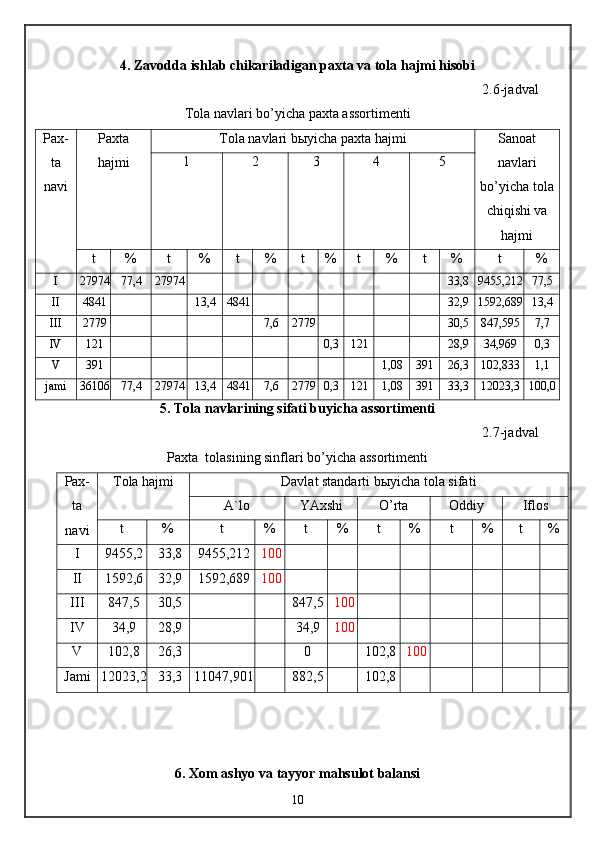
39 SotishO’rta tolali paxtalar uchun tozalash sxedagin 6 KXO 02 uskunalari majmuasi tozalash samaradorligini hisoblash


![II. ASOSIY Q ISM
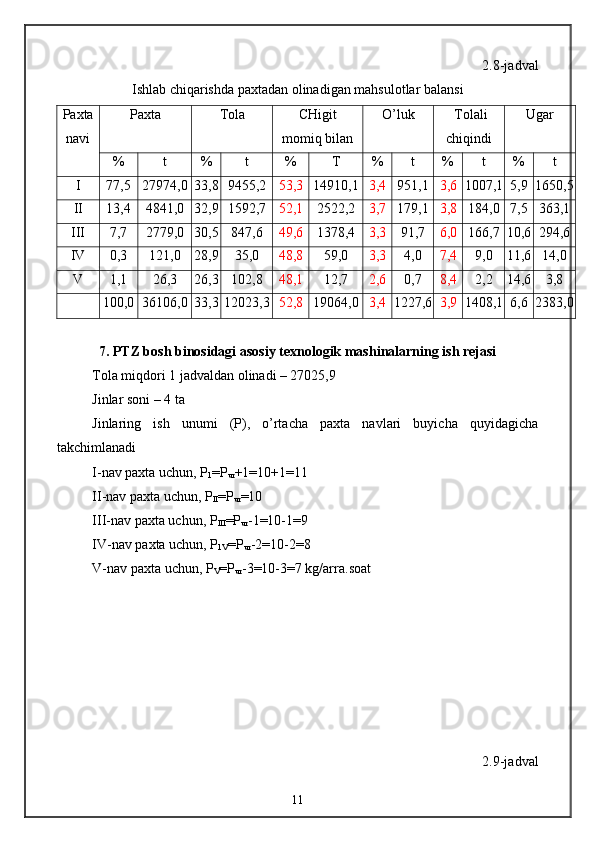
2.1. Texnologik jarayonlar va paxta tozalash rejasi.
CHigitli paxtani tayyor mahsulotga aylantirish uchun bajariladigan hamma
ishlar yig`indisi paxtani dastlabki ishlash texnologik jarayoni deb atalib, bu jarayon
quyidagilarni o’z ichiga oladi: paxta tayyorlash punktining quritish-tozalash tsexida
chigitli paxtani quritish va tozalash; paxta tozalash zavodining tozalash tsexida
chigitli paxtani quritish va uni xas-cho’plardan tozalash; paxta tozalash zavodining
bosh binosida chigitli paxtani jinlash va tolani tozalash, chigitni linterlash va lintni,
tolali chiqindilarni tozalash, tola, lint va tolali chiqindilarni presslab toylash.
CHigitli paxtani dastlabki ishlash texnologik jarayonini bajarishda paxta tolasi
va chigitning tabiiy fizika-mexanikaviy xususiyatlarini saqlash va ularni Davlat
standartiga muvofiq bo’lishini ta`minlash kerak. Bu vazifani bajarishda laxtani
dastlabki ishlashni to’g`ri tuzish muhim ahamiyatga ega.
Paxta sanoati markaziy ilmiy-tekshirish instituti tavsiya etgan texnologik
jarayon sxemasi bo’yicha chigitli paxtani, uning sifatiga qarab uch xil variantda
ishlash mumkin. Birinchi variantda namligi 14% dan yuqori bo’lib, mashinada
terilgan II-IV sort va qo’lda terilgan III-IV sort paxtalar qayta ishlanadi. Ikkinchi
variantda namligi 14% dan kam bo’lgan, ham mashinada, ham qo’lda terilgan
paxtalar ishlanadi. Uchinchi variantda qo’lda terilgan I va II sort paxta ishlanadi.
Bunda texnologik jarayon sxemasidan arrali tozalagichlarning ikkinchi batareyasini
ajratib qo’yish ko’zda tutiladi.
Texnolognk jarayonning ish sifati texnologik jarayon sxemasiga kiritilgan
hamma mashinalarning umumiy tozalash effekti bilan xarakterlanadi. Zavodning
umumiy tozalash effekti (%) quyidagi formula bilan topiladi:К={1−[(1− К1
100 )∗(1− К2
100 )∗....∗(1− КN
100 )]}∗100 %
bunda: K
1 , K
2 , K
N —texnologik jarayonga kiritilgan ayrim mashinalarning
tozalash effekti.
Ayrim mashinaning tozalash effekti (%) quyidagi formula bilan topiladi:
6](https://docx.uz/documents/24bf2d76-e00d-4078-88bf-c867aa26f4df/page_6.png?v=1)

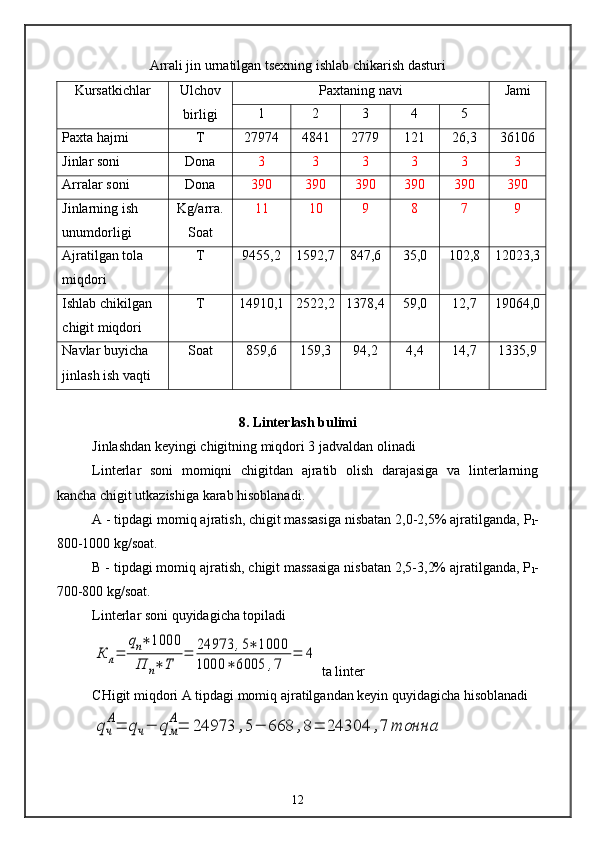
![ham chigitli paxtani jinlash jarayonigacha qayta ishlashda yuqorida berilgan uch
variant ko’zda tutilgan bo’lib faqatgina paxtani mayda iflosliklardan tozalaydigan
6A-12M markali mashina o’rniga OXB-YUM markali mashina o’rnatilgan.
2.3. Paxta tozalash zavodining ishlab chiqarish dasturini hisobi.
Ishlab chiqarish dasturini hisoblashdan maqsad paxta tozalash zavodini bir
yilda qancha mahsulot ishlab chikarish miqdorini aniqlashdan iborat.
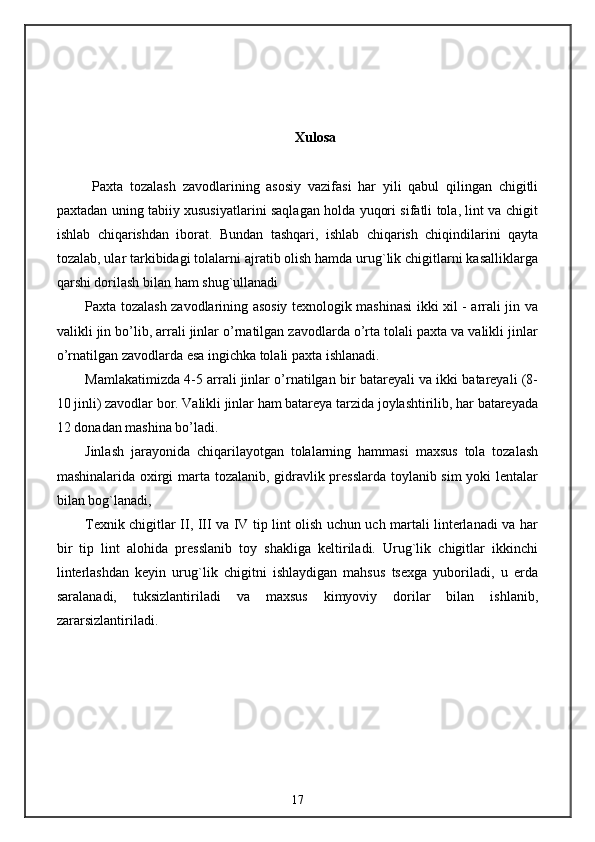
1. Zavodning bir yilda ishlash vaqtini hisoblash.
Zavodning bir yil ishlash vaqti quyidagicha aniqlanadi.Т = [365 − (52 + 9+ 32 )]∗ 3∗ 8∗ 0 ,92 = 6005 ,76 соат
2. Zavodning yil davomida ishlab chikaradigan tola miqdorini hisoblash.
Q T= (4∗ 90 ∗ 12 ,5∗ 6005 ,76 ):1000 = 27025 ,92
3. Zavodning doimiy ishlashi uchun kerak bo’ladigan paxta xom ashyosi
miqdori hisoblash.
Q n=
Q t∗ 100
B t
=
27025 ,92 ∗ 100
33 ,6
= 80434 ,28
9](https://docx.uz/documents/24bf2d76-e00d-4078-88bf-c867aa26f4df/page_9.png?v=1)





O’rta tolali paxtalar uchun tozalash sxedagin 6 KXO 02 uskunalari majmuasi tozalash samaradorligini hisoblash
-
O'xshash dokumentlar
- Demografik ko’rsatkichlar ijtimoiy-iqtisodiy rivojlanish ko’rsatkichlari sifatida
- Menejmentda axborot texnologiyalari va boshqaruv tizimlarini tahlil qilish
- Zamonaviy tashkilotda boshqaruv tizimlarini tahlil qilish
- O‘zbek Invest Sug‘urta kompaniyasi, Buxoro MALAKAVIY AMALIYOT HISOBOTI amaliyot hisoboti sugurta kampaniyasi
- Buxgalteriya balansi tahlili