Дата регистрации 23 Май 2024
6 ПродажGaz tarkibidagi kondensatni stabillash jarayonini avtomatlashtirish
![А.А. Елпидинский // Вестник технологического университета. – 2017. – № 10.
– С. 61 – 63.
10. ГОСТ Р 54389-2011 Конденсат газовы
й стабильны й. Технические
условия. [Электронны
й ресурс]: Электронны й фонд правово й и нормативно-
техническо
й литературы. URL: http://docs.cntd.ru/document/1200086745
11. Будник В.А. Работа в среде «Honeywell UniSim Design». – Салават, 2010 –
80 с. Технологически
й регламент на эксплуатацию цеха добычи газа и газового
конденсата Восточно – Таркосалинского месторождения. Т-С.: ООО
"НОВАТЭК-ТАРКОСАЛЕНЕФТЕГАЗ". – 2018. – 353 с.
12. Андреев А.Ф. Стратегически
й менеджмент на предприятиях
нефтегазового комплекса: учебное пособие для вузов / А. Ф. Андреев, А. А.
Синельников; Росси
йски й государственны й университет нефти и газа им. И.
М. Губкина (РГУ Нефти и Газа). — Москва: МАКС Пресс, 2010. — 206 с.:
13. Злотникова Л.Г. Финансовы
й менеджмент в нефтегазовых отраслях:
учебник. – М.: Нефть и газ, 2005. – 452 с.
14. Управление проектами: учебное пособие / М. В. Романова. — Москва:
Форум Инфра-М, 2014. — 256 с.:
15. Методические рекомендации по оценке эффективности инвестиционных
проектов (вторая редакция), утверждено Министерство экономики РФ,
Министерство финансов РФ № BK 477 от 21.06.1999 г. [Электронны
й ресурс].
Режим доступа: http://www.cfin.ru/
16. ГОСТ 12.1.012-2004 Вибрационная безопасность. Общие требования. СП
52.13330.2016 Естественное и искусственное освещение. Актуализированная
редакция СНиП 23-05-95*
17. ГОСТ 12.1.038-82 ССБТ. Электробезопасность. Предельно допустимые
уровни напряжени
й прикосновения и токов.
18. ГОСТ 12.1.045-84 ССБТ. Электростатические поля. Допустимые уровни на
рабочих местах и требования к проведению контроля.
19. Федеральны
й закон от 22.07.2013 г. №123 – ФЗ, Технически й регламент о
требованиях пожарно
й безопасности.](https://docx.uz/documents/9d82f0e9-6cbb-4cb1-bbdf-b274af114e55/page_51.png?v=1)
| Kirish........................................................................................................... | ||
| Texnologik jarayon tavsifi........................................................................... | ||
| Texnologik jarayonni avtomatlashtirishning funksional chizmasi va bayoni.......................................................................................................... | ||
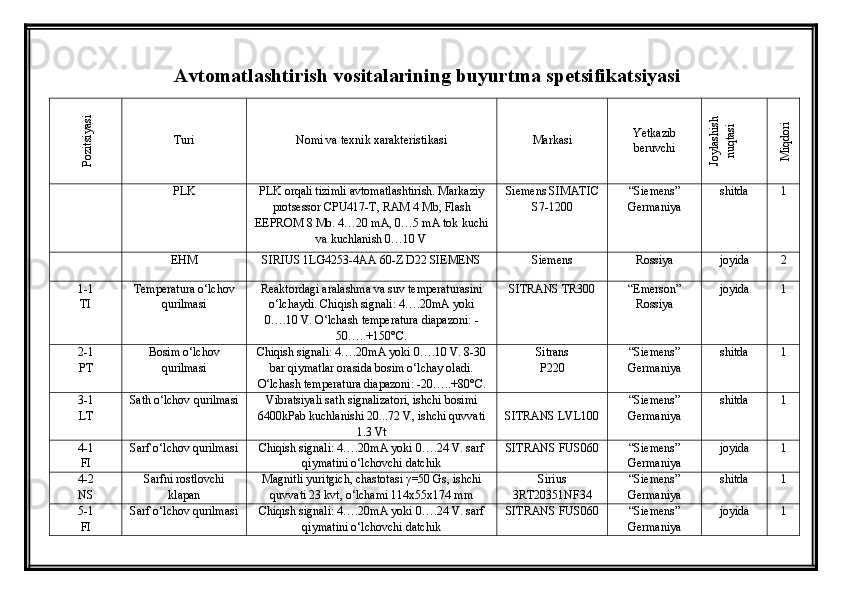
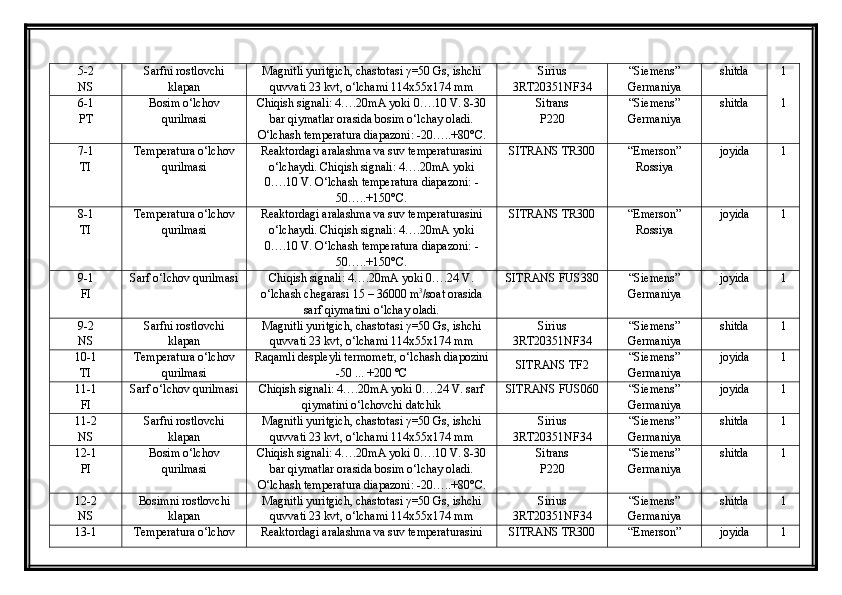
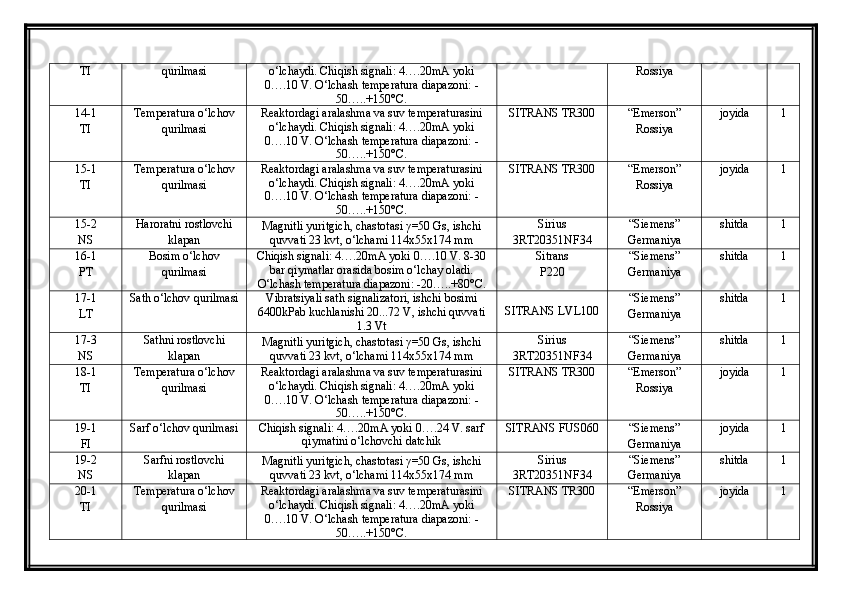
| Avtomatlashtirish vositalarining buyurtma spetsifikatsiyasi...................... | ||
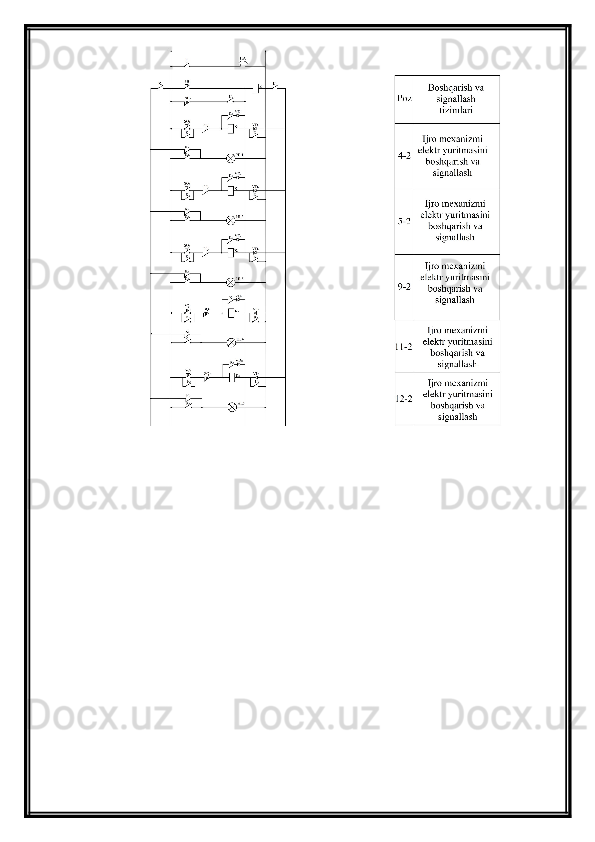
| Prinsipial boshqarish va signallash tizimlarini loyihalash........................... | ||
| Elektr manba prinsipial chizmasining bayoni.............................................. | ||
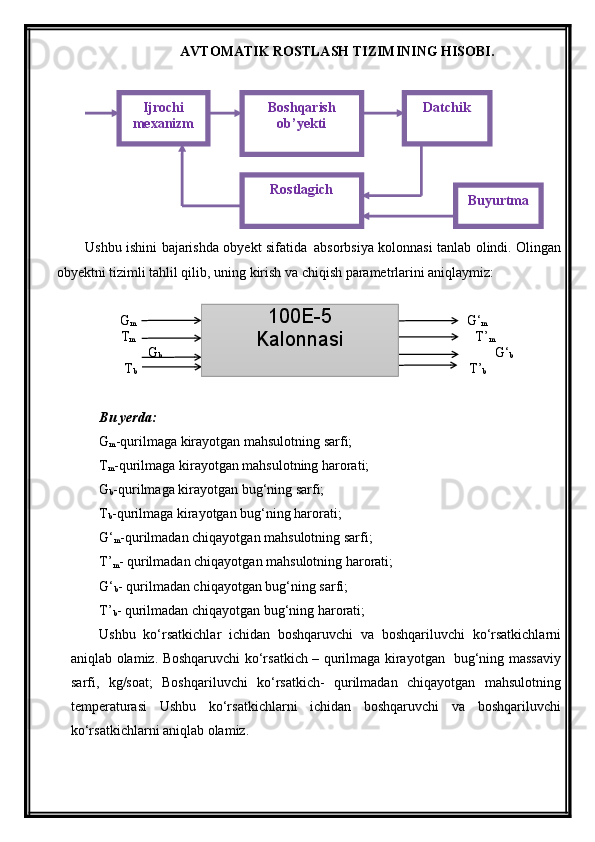
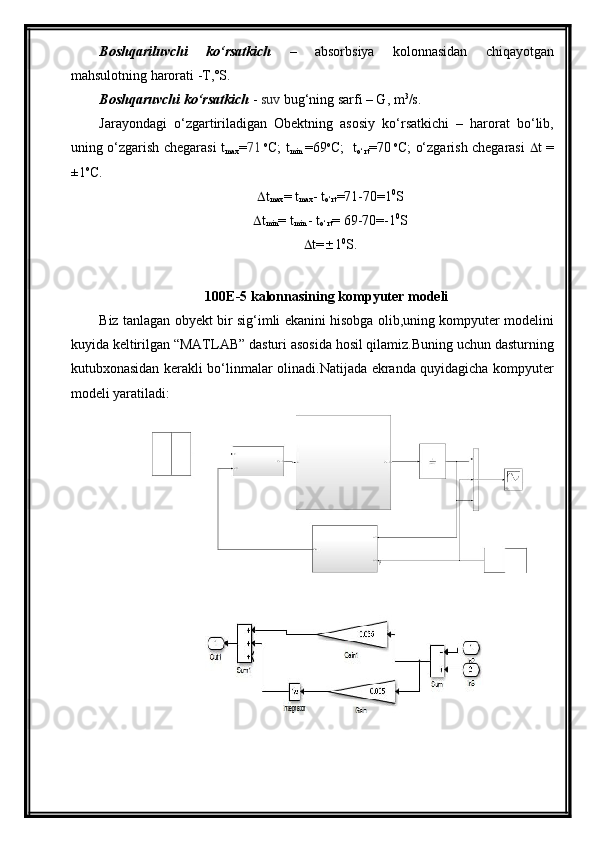
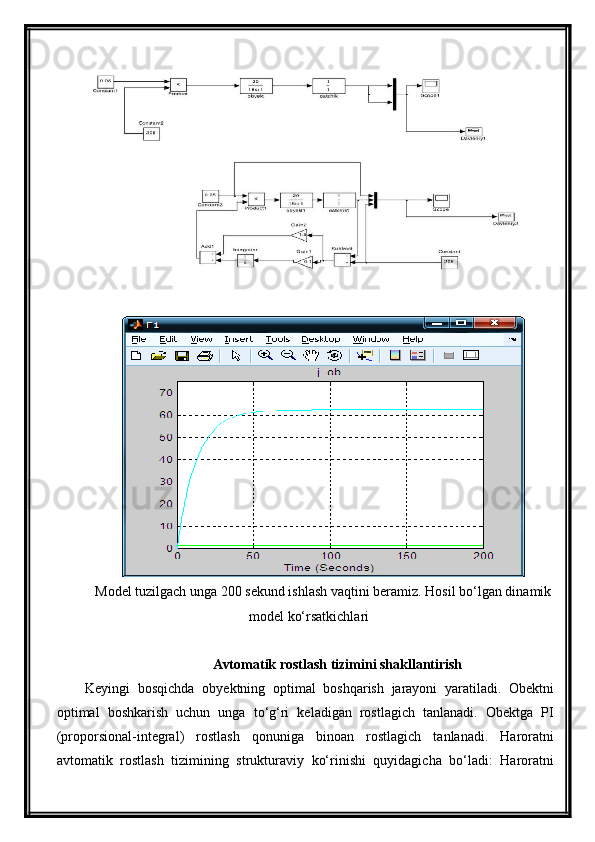
| Avtomatik rostlash tizimini hisobi............................................................... | ||
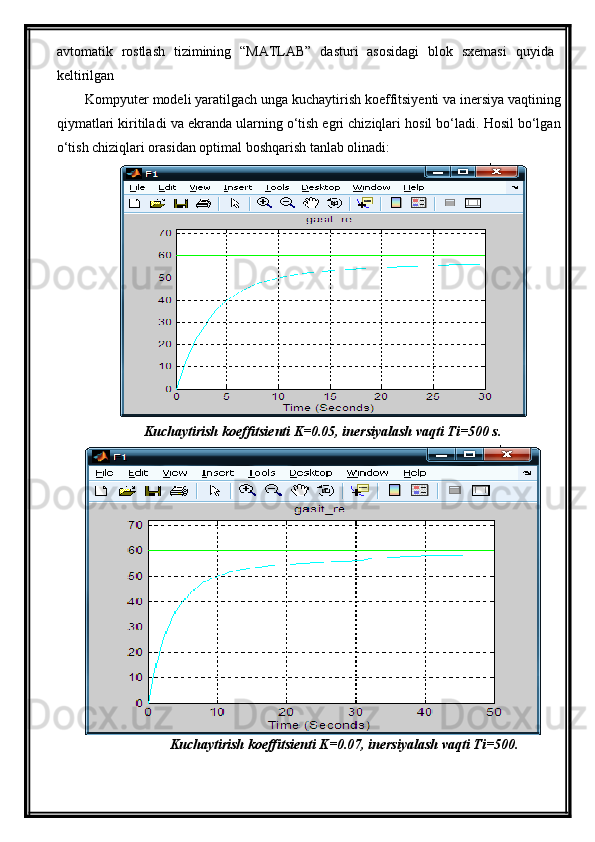
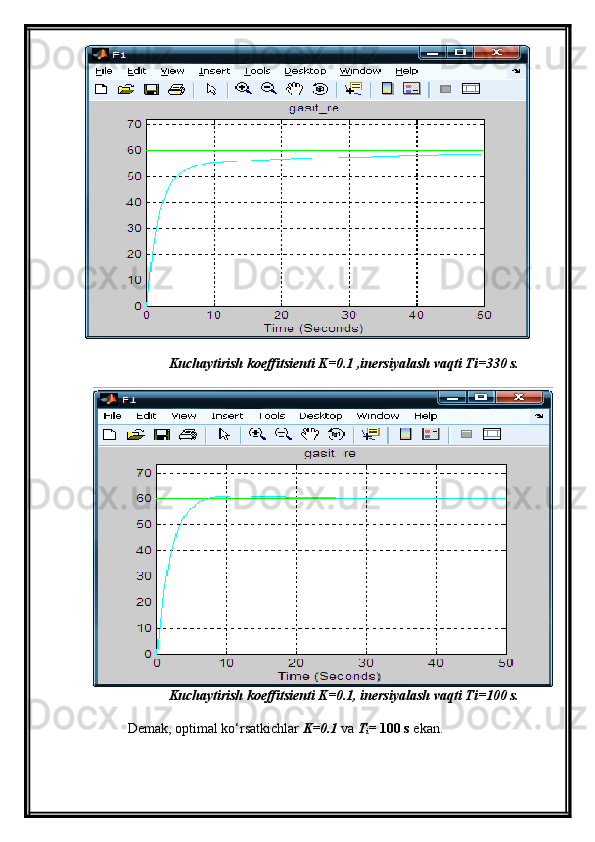
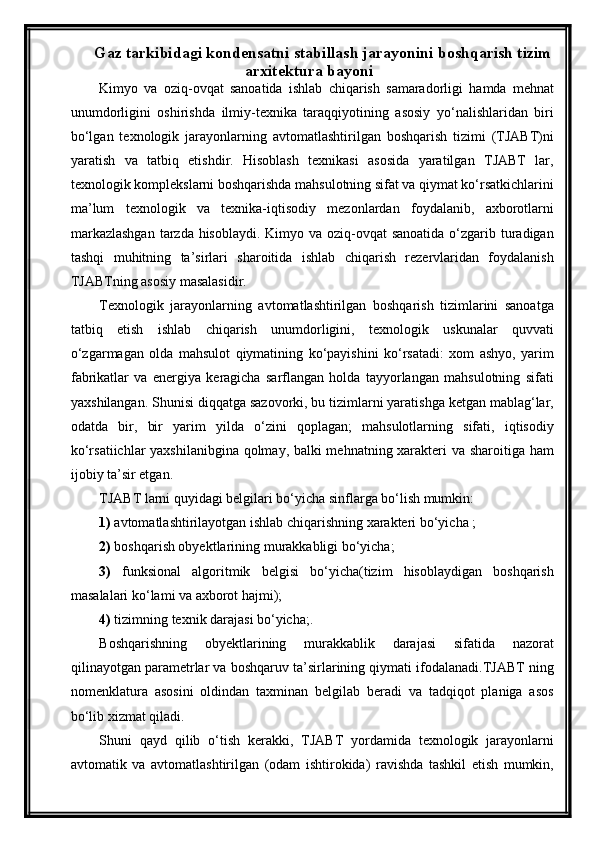
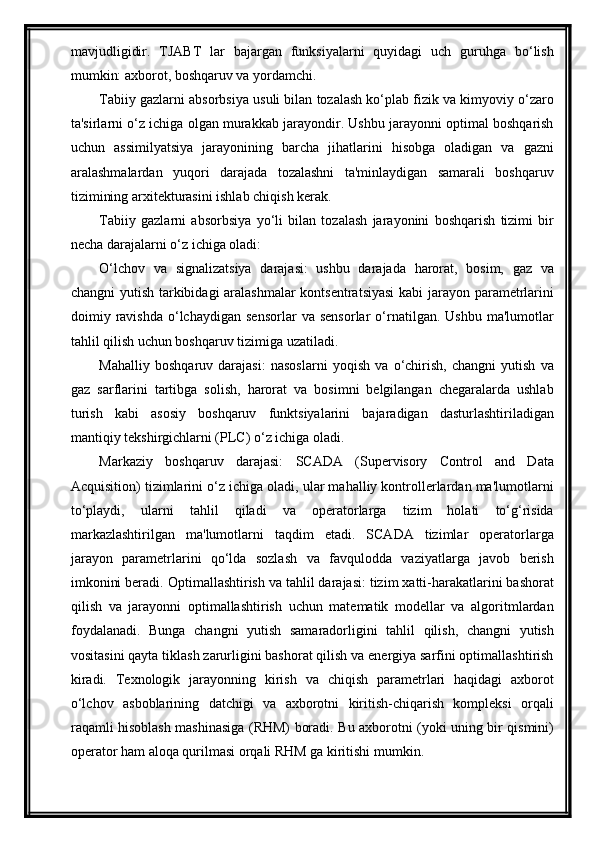
| Gaz tarkibidagi kondensatni stabillash jarayonini boshqarish tizim arxitektura bayoni........................................................................................ | ||
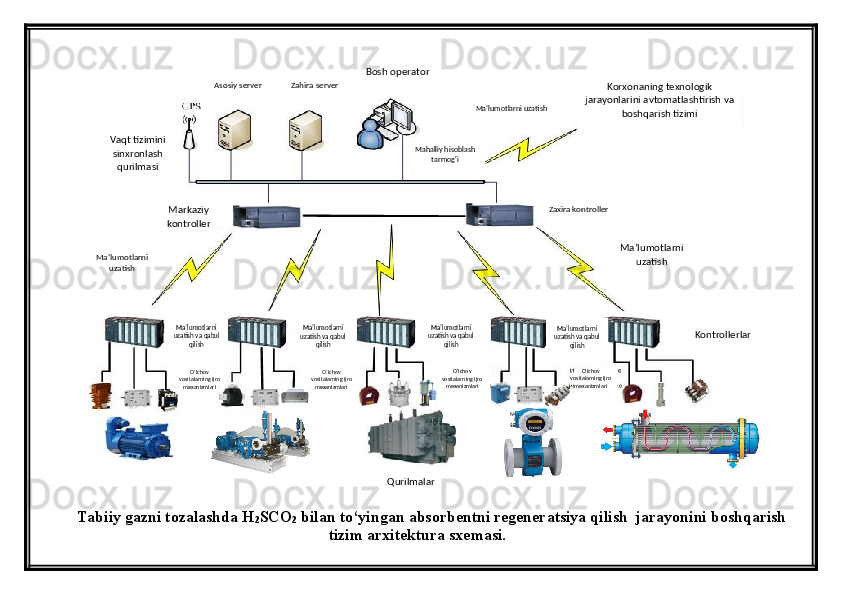
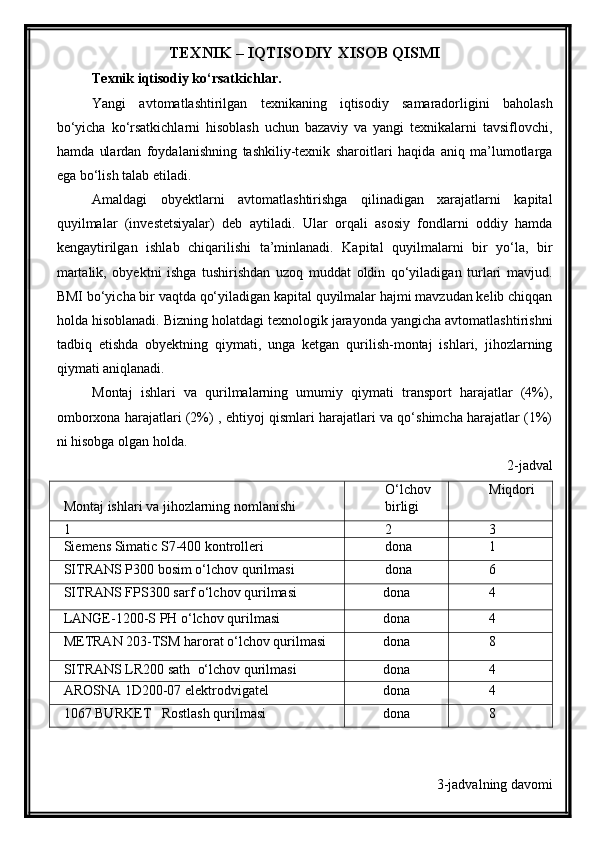
| Texnik – iqtisodiy xisob qismi.................................................................... | ||
| Hayot faoliyati xavfsizligi qismi................................................................. | ||
| Xulosa......................................................................................................... | ||
| Foydalanilgan adabiyotlar........................................................................... |
-
Похожие документы
- MathCAD sistemasında dinamikalıq sistemalardı modellestiriw temasında PITKERIW QÁNIGELIK JUMÍSÍ
- IoT texnologiyaları tiykarında ıssıxanalarda hawa rayı ózgerisin baqlaw hám basqarıw sistemasın proektlestiriw
- Tabiiy gazni qayta ishlash majmuasini loyihalash.
- Robototexnikada sun’iy intellekt texnologiyalarining roli
- To‘lqin tarqalish tenglamasi uchun ayirmali sxemalar