Дата регистрации 23 Май 2024
6 ПродажEpixlorgidrin olish jarayonini avtomatlashtrish
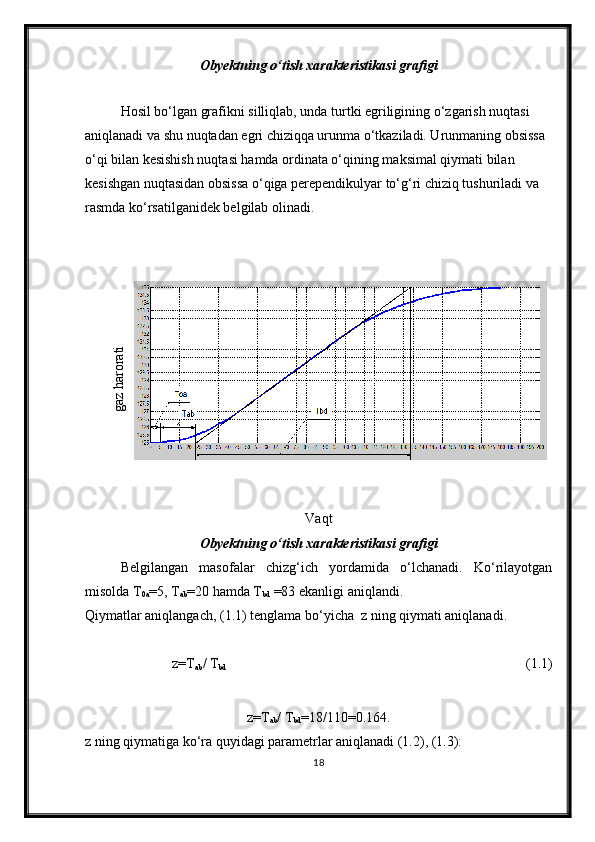



![Jarayondagi o‘zgartiriladigan Obektning asosiy ko‘rsatkichi – harorat
bo‘lib, uning o‘zgarish chegarasi t
max =136 o
C; t
min =134 o
C; t
o‘rt =135 o
C; o‘zgarish
chegarasi t = ±1 o
C.
t
max = t
max - t
o‘rt =136-135=1 0
S
t
min = t
min - t
o‘rt = 134-135=-1 0
S
t= 1 0
S.
Rektifikatsion kolonnaning Matlab modeli
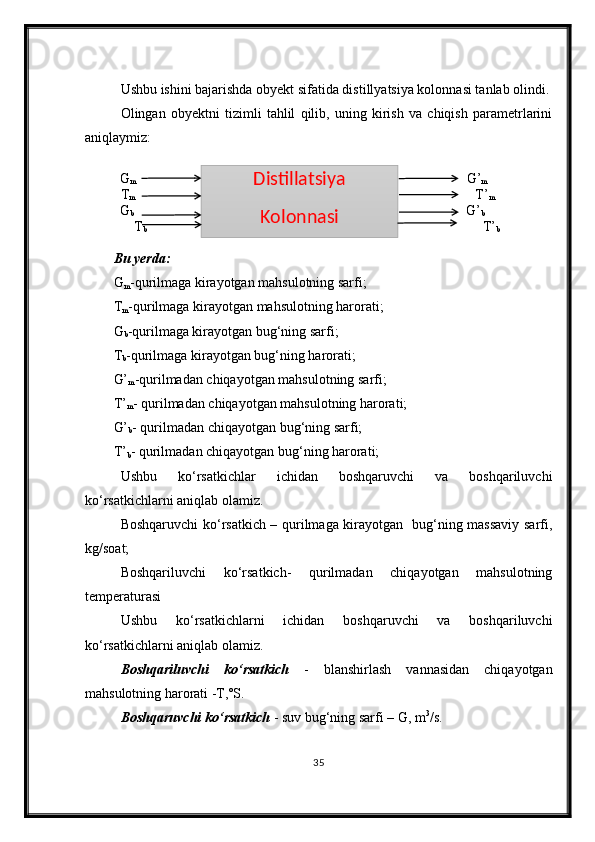
Rektifikatsion kalonnada haroratni rostlashni obyekt sifatida olishimiz
mumkin. To‘yingan suv bug‘lari sanoat miqyosida sovutish suvi sifatida keng
qo‘llaniladi. Bug ‘ kondensatsiyalanganda juda katta miqdorda issiqlik chiqariladi.
Kondensatsiyalanadigan bug‘ yuqori issiqlik uzatish koeffitsientiga ega bo‘lganligi
sababli, bug ‘ tomonidagi issiqlik qarshiligi kichik bo‘lib, bug‘ yordamida isitish
uchun kichikroq sirt maydoni zarurligini ko‘rsatadi.
Issiqlik uzatish jarayonini avtomatik tartibga solishni simulyatsiya qilish
uchun suv bug‘idan foydalandik, chunki suv bug‘ining kondensatsiyasi paytida
juda katta miqdordagi issiqlik ajralib chiqadi. Misol uchun, 98 kpa bug‘ bosimida
2,26 MJ/kg issiqlik chiqariladi. To‘yingan bug‘ni iste’mol qilishning asosiy
afzalligi shundaki, u bir xil haroratda va bir xil bosimda kondensatsiyalanadi. Bug‘
kondensati issiqligidan foydalanish natijasida bug ‘ isitgichlarining samaradorligi
juda yuqori. yana bir afzalligi shundaki, bug ‘ yonmaydi va uni ishlatish oson[1,2].
Suv bug‘ining asosiy kamchiligi shundaki, uning bosimi harorat oshishiga
mutanosib ravishda oshadi. Shuning uchun, suv bug‘lari yordamida uni 220 ga
qadar qizdirish mumkinkompyuter C. bu haroratda bug ‘ bosimi 1,0 ga teng...1.2
Mpa. Isitish bug‘ining hajmi va idish 0,6 bo‘lishi kerak. juda yuqori bosimli
issiqlik tashuvchilardan foydalanganda qalin devorli va qimmatbaho qurilmalardan
foydalanish kerak [3,4].
Ushbu ko‘rsatkichlardan biz boshqariladigan va boshqariladigan
ko‘rsatkichlarni aniqlashimiz mumkin. Issiqlik almashtirgichga kiradigan bug‘ning
massa oqim tezligi nazorat indikatori sifatida ishlatiladi va issiqlik
36](https://docx.uz/documents/250dd4ff-71c8-4b5c-8062-f5f2dcf16103/page_35.png?v=1)
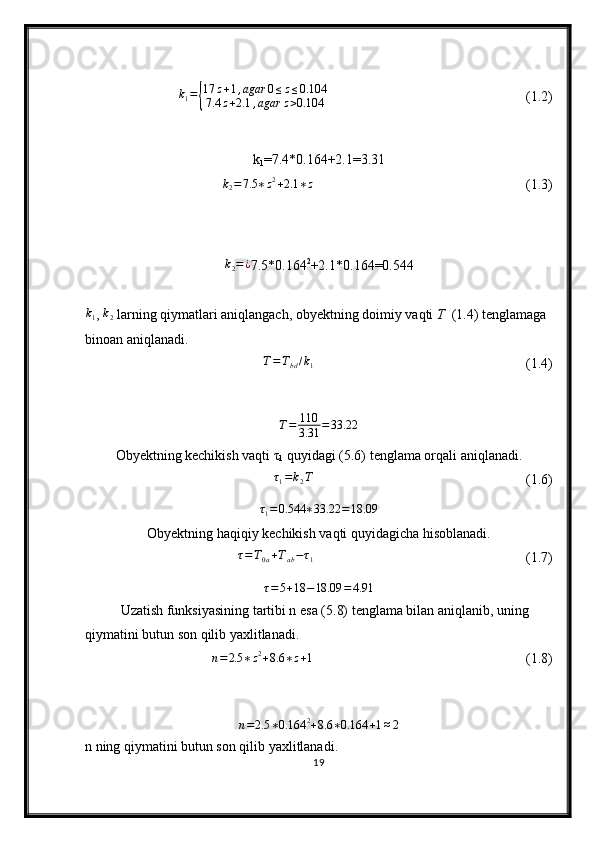
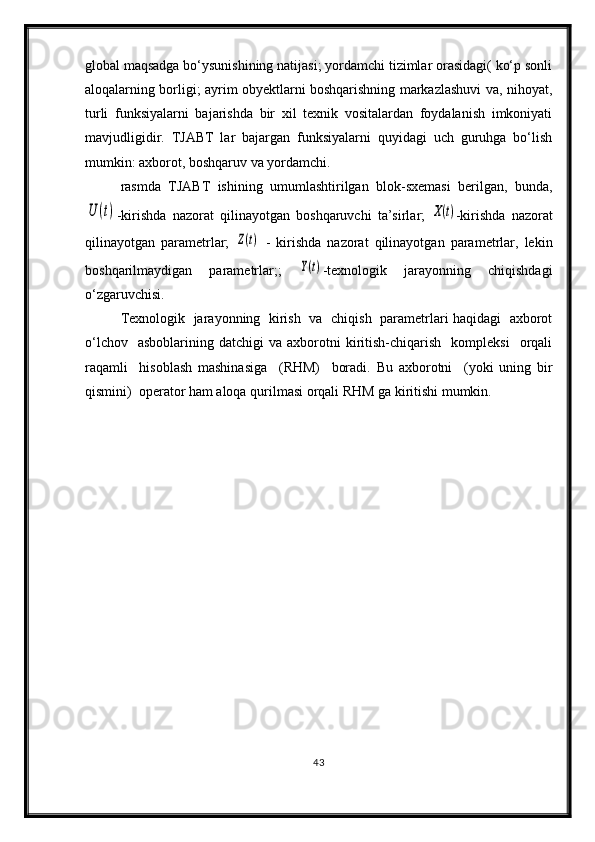
![almashtirgichdan chiqadigan mahsulotning harorati boshqariladigan indikator
sifatida ishlatiladi. Jarayonda o‘zgartirilayotgan ob’ektning asosiy ko‘rsatkichi
harorat, o‘zgarish chegarasi = 74ºC , = 69ºC, o‘zgarish chegarasi =
71,5 ºC, = ±2,5 ºC . agar qurilmadagi boshqaruv jarayoni 1 quvvat deb hisoblasak,
ob’ekt inertial bo‘linish tenglamasi bilan ifodalanadi[5,6].
(1)
Ob’ektning koeffitsientlarini topish uchun biz inertial bo‘linish
ko‘rsatkichlariga ye’tibor beramiz. Boshqariladigan ob’ektning daromadini
aniqlashda biz chiqish parametrini kirish parametriga ajratamiz, ya’ni.:
, (2)
- obyektni kuchaytirish koeffitsienti
- Chiqish parametri (harorat o‘zgarishi);
- Chiqish parametri (harorat o‘zgarishi);
suv bug‘ini iste’mol qilish birligini kg / soatdan / soniyagacha o‘zgartiramiz.
(3)
/sek. (4)
Kompyuter dasturiga o‘tish va qiymatlarni kiritish uchun biz o‘lchovsiz
qiymatga o‘tamiz, bu yerda daromad:
(5)
Ob’ektning o‘sishini topib, bug‘lanishning o‘rtacha vaqtini topamiz, buning
uchun bug’ sarfini oqartiruvchi hammom hajmiga ajratamiz:
(6)
37](https://docx.uz/documents/250dd4ff-71c8-4b5c-8062-f5f2dcf16103/page_36.png?v=1)
![Bu yerda: t-inersiya vaqti, soniya; V-hajm, Gx-kirish parametri
(mahsulot iste’moli) , p-mahsulotning zichligi
. (7)
Ushbu ko‘rsatkichlar aniq bo‘lgach, uzatish funksiyasining raqamli
qiymatini yaratamiz. O‘tkazish funksiyasi orqali ob’ektning xatti-harakatlarini
ifodalashda ikkita koeffitsient inersiya vaqti kuchaytirish koeffitssienti [7,8].
Inersiya vaqtini va kuchaytirish koeffitssienti topishimiz bilan biz uzatish
funksiyasini yaratamiz[9].
(8)
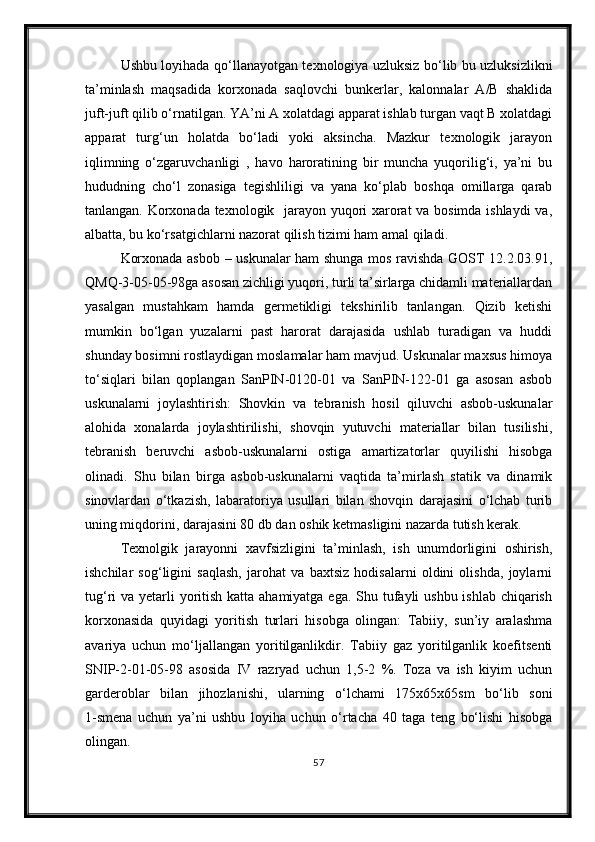
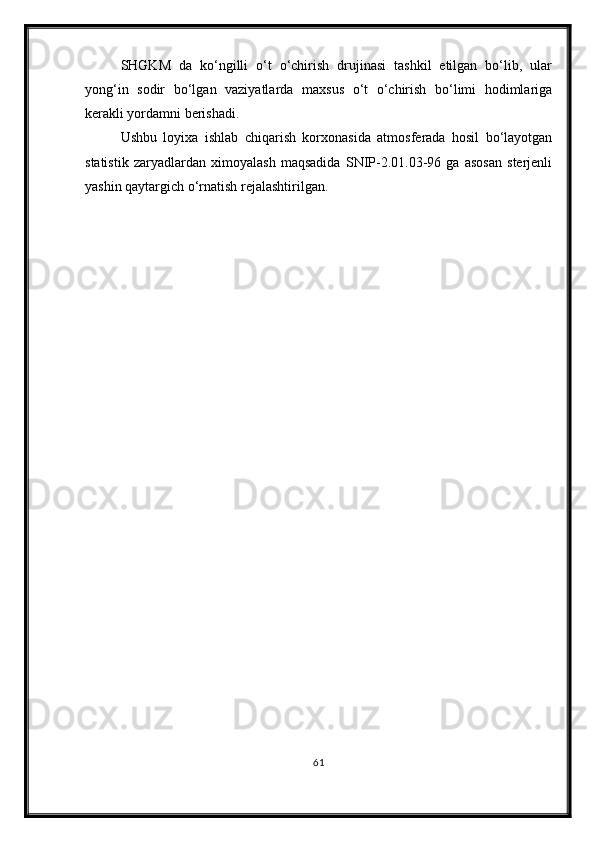
Tanlangan ob’ektning signalida biz Matlab dasturida kompyuter modelini
yaratamiz. Buning uchun dastur kutubxonasidan kerakli bo‘limlar olinadi. Natijada
yekranda quyidagi kompyuter modeli yaratiladi.
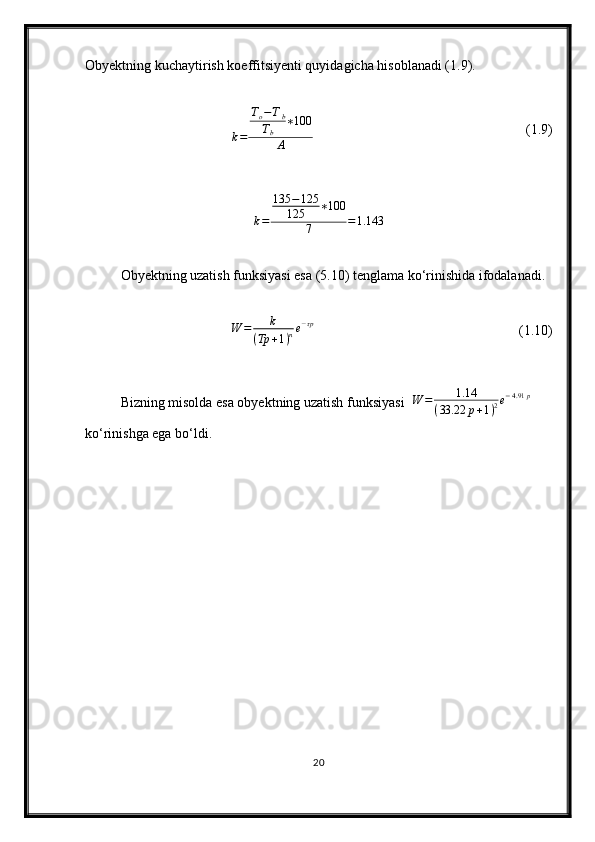
-rasm. Simulink-MATLAB dasturida avtomatlashtirilgan issiqlik uzatish
jarayonining modeli
Model qurilgandan so‘ng, unga 1000 soniya ishlash vaqtini beramiz.
Dinamik modelning ko‘rsatkichlari Matlab dasturidan olingan yegri chiziq
yordamida aniqlanadi.
38](https://docx.uz/documents/250dd4ff-71c8-4b5c-8062-f5f2dcf16103/page_37.png?v=1)
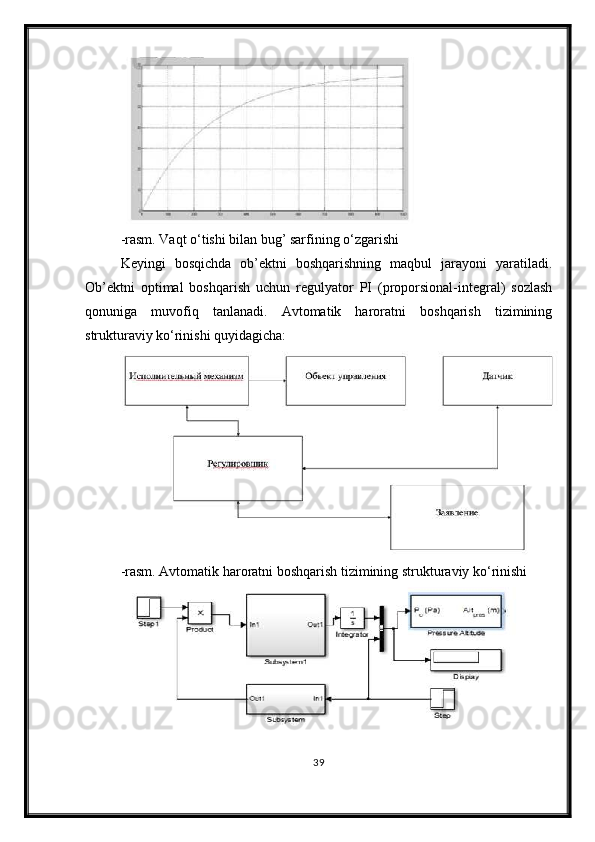
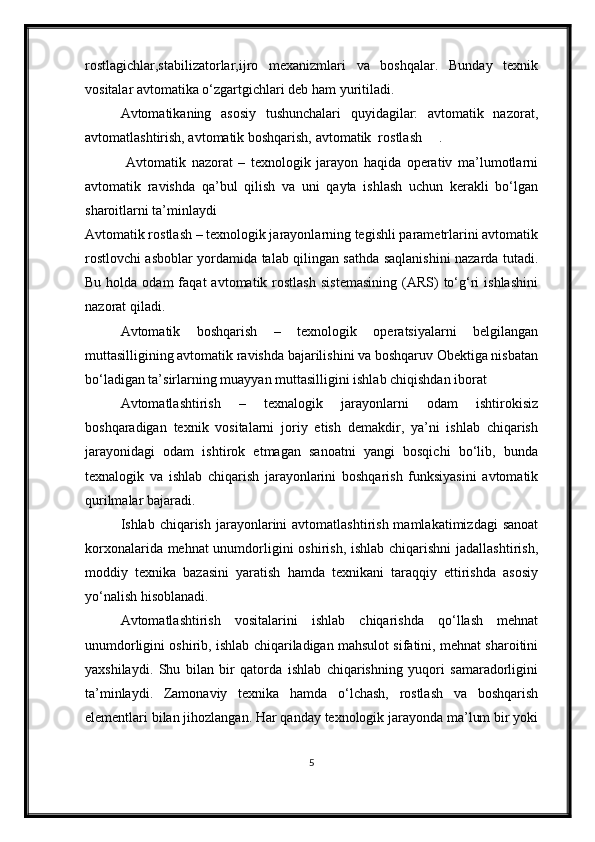
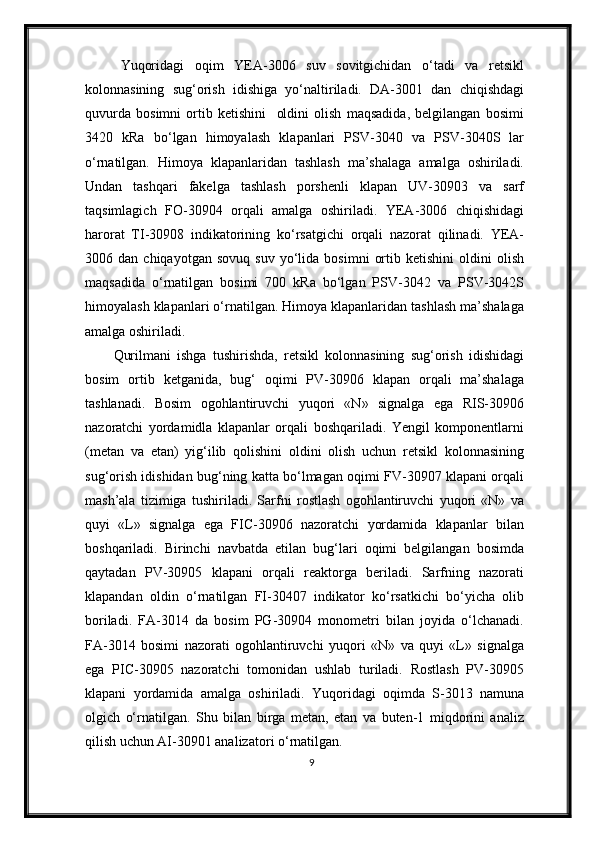
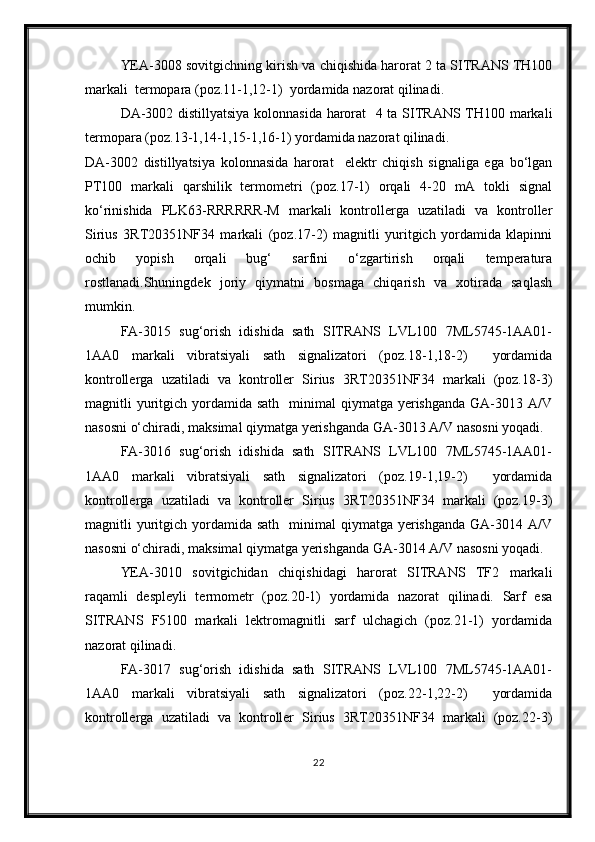
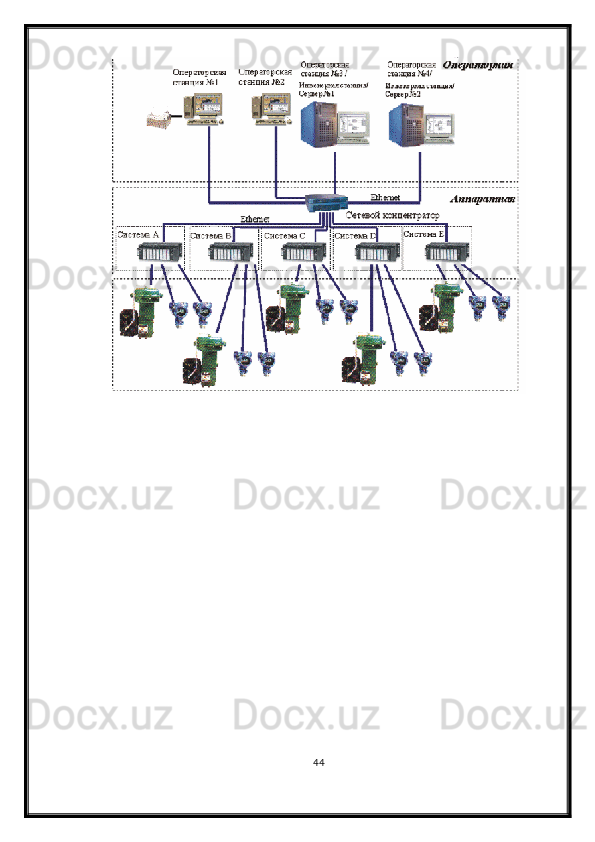
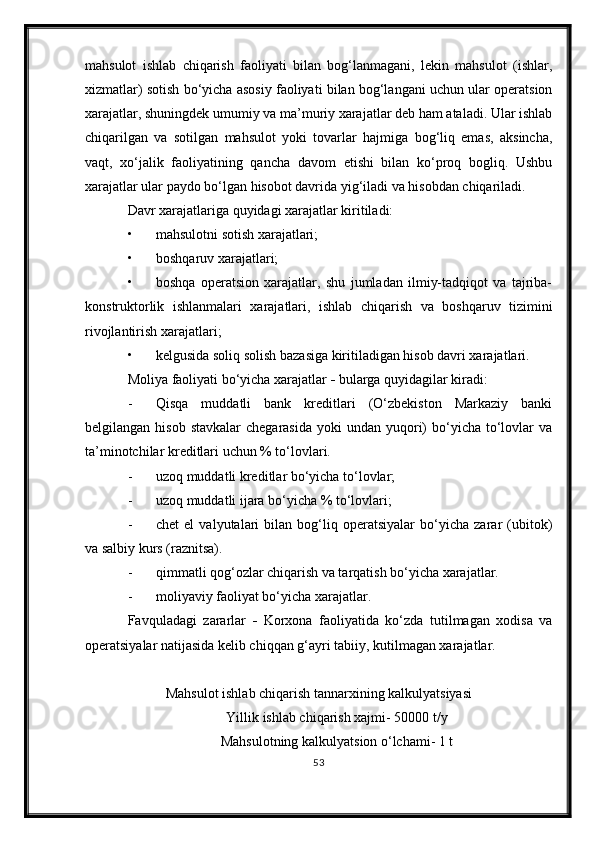
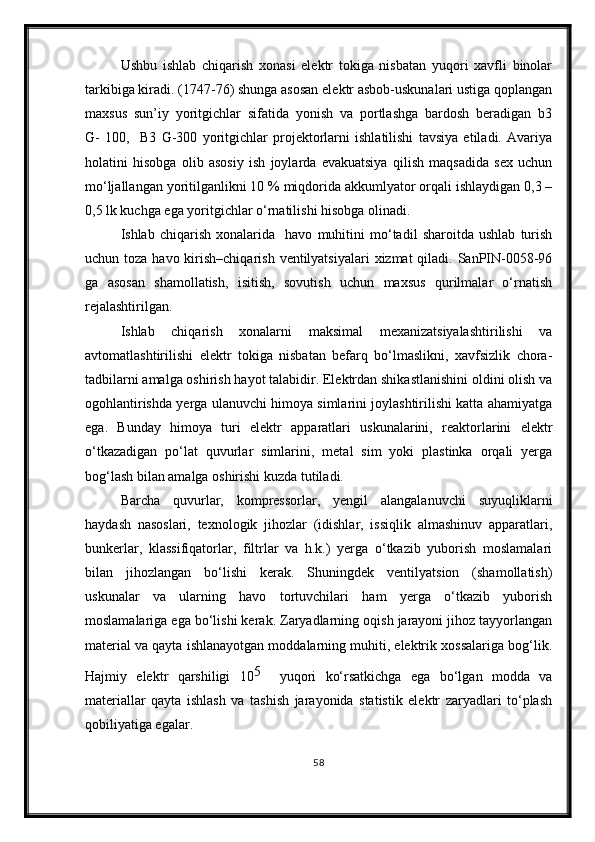
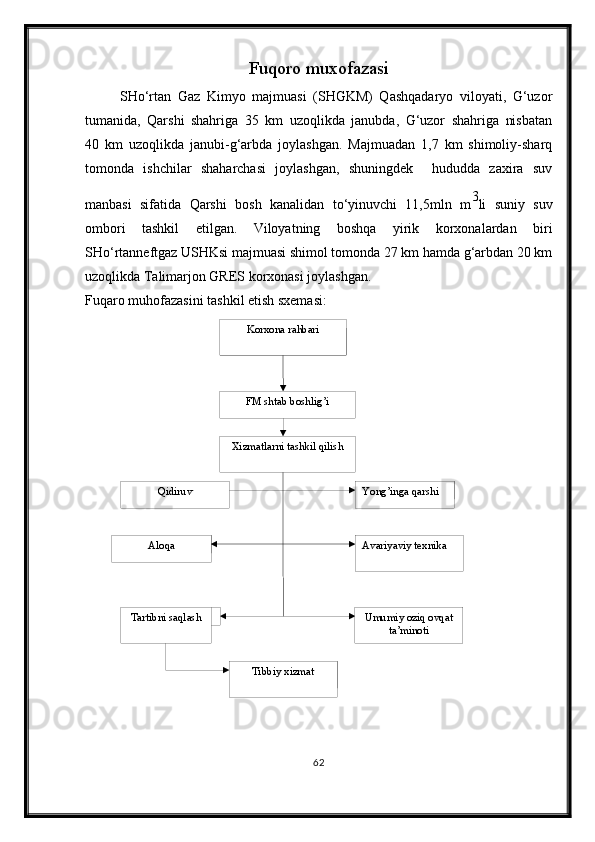
![-rasm. Temperaturani avtomatik rostlash tizimining MATLABdagi blok
sxemasi
Yuqorida Matlab avtomatik haroratni boshqarish tizimi uchun dasturdagi
oqim sxemasini yeslatib o‘tdik. Kompyuter modeli yaratilishi bilanoq, unga
kuchaytirish va inersiya vaqtining qiymatlarini kiritamiz va yekranda o‘tish yegri
chizig‘idan hosil bo‘lgan grafikni ko‘ramiz. Olingan o‘tish liniyalaridan Optimal
boshqaruv tanlanadi:
Kuchaytirish koeffitsienti K = 1 va inersiya vaqti t=0,07 bo‘lsa, sozlash vaqti
1100 soniya, sozlash vaqti 1000 soniya, kuchaytirish koeffitsienti K = 1,3 va
inersiya vaqti T = 0,05. Vaqt avvalgidan qisqaroq[10].
Rostlash vaqti 800 soniya, kuchaytirish koeffitsienti K = 1,5 va inersiya
vaqti T = 0,03.
40](https://docx.uz/documents/250dd4ff-71c8-4b5c-8062-f5f2dcf16103/page_39.png?v=1)


| 1 | Kirish............................................................................................. | 3 |
| 2 | Texnologik jarayon tavsifi.............................................................. | 9 |
| 3 | Texnologik jarayonni avtomatlashtirishning funksional chizmasi va bayoni......................................................................................... |
22 |
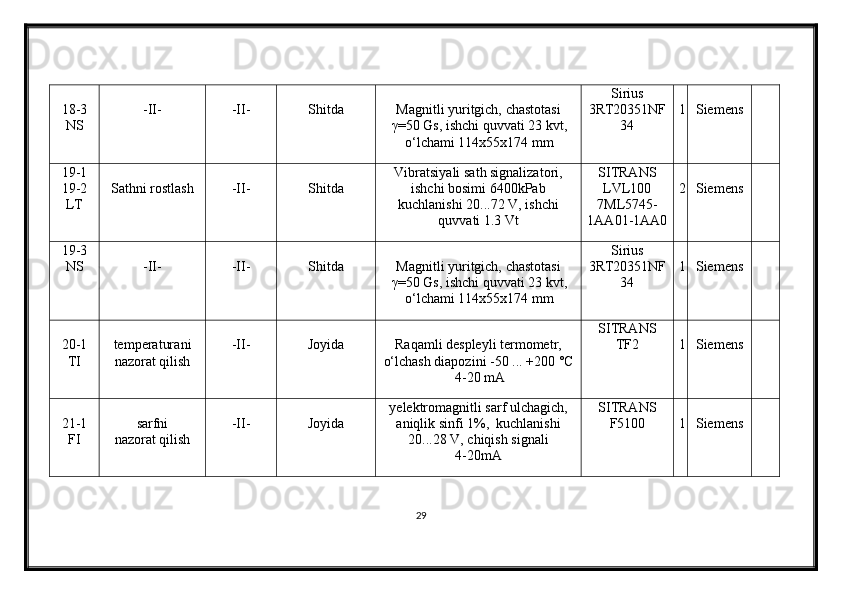
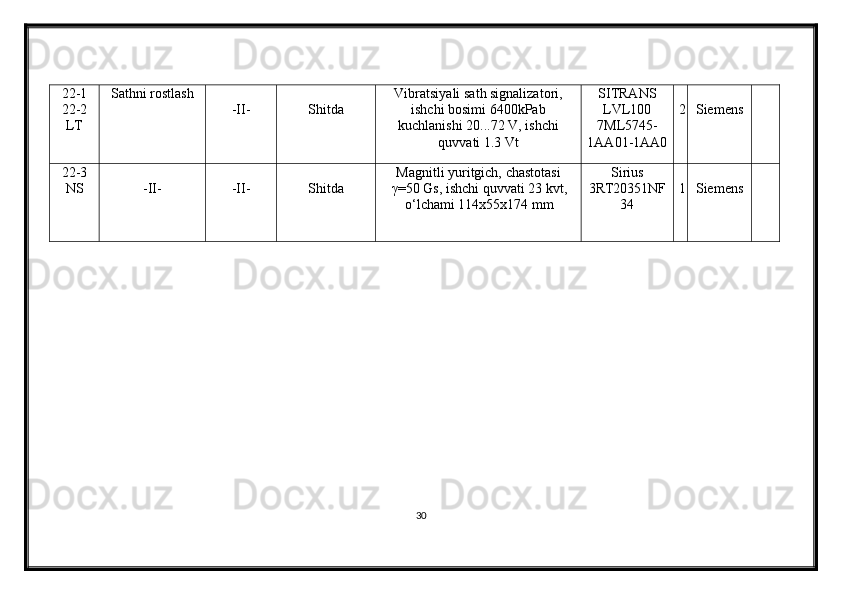
| 5 | Avtomatlashtirish vositalarining buyurtma spetsifikatsiyasi.............................................................................. |
26 |
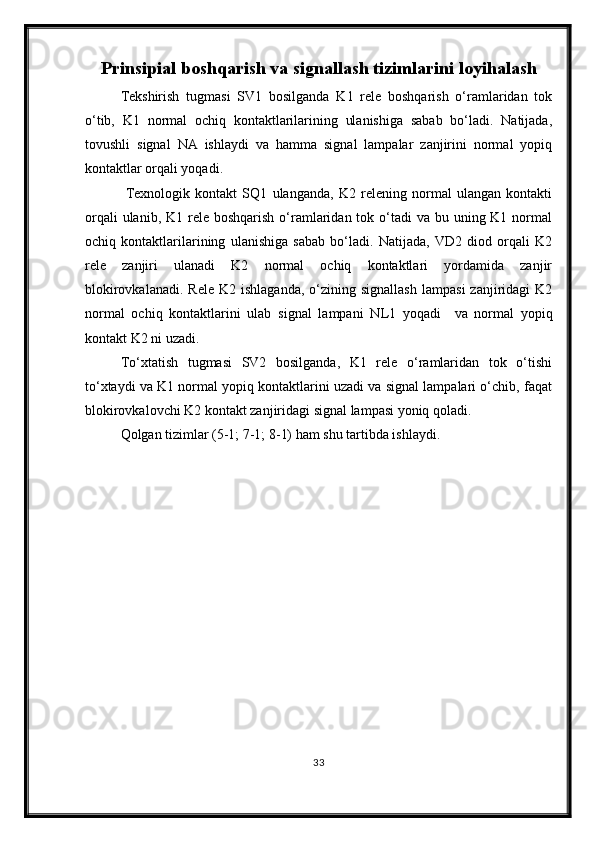
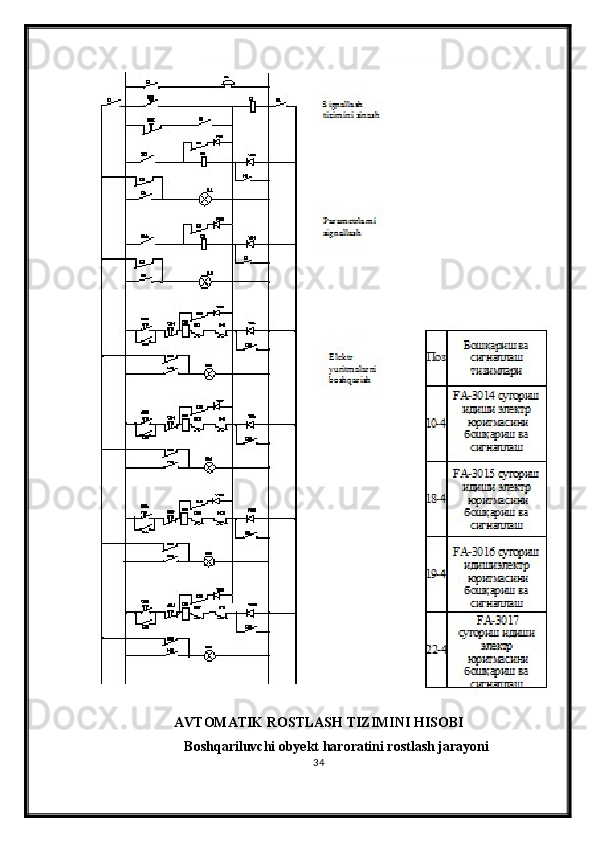
| 6 | Prinsipial boshqarish va signallash tizimlarini loyihalash........................................................................................ |
32 |
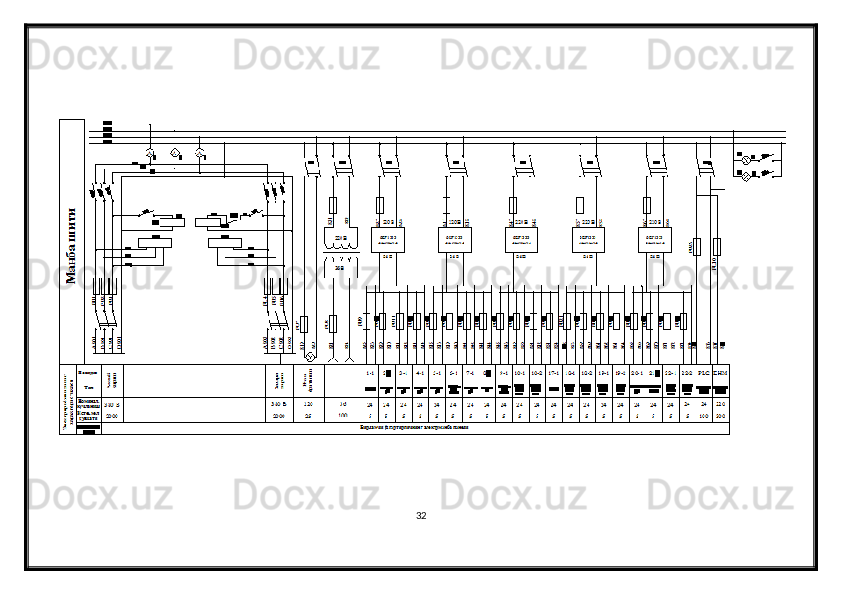
| 7 | Elektr manba prinsipial chizmasining bayoni................................ | 34 |
| 8 | Avtomatik rostlash tizimining xisobi............................................ | 36 |
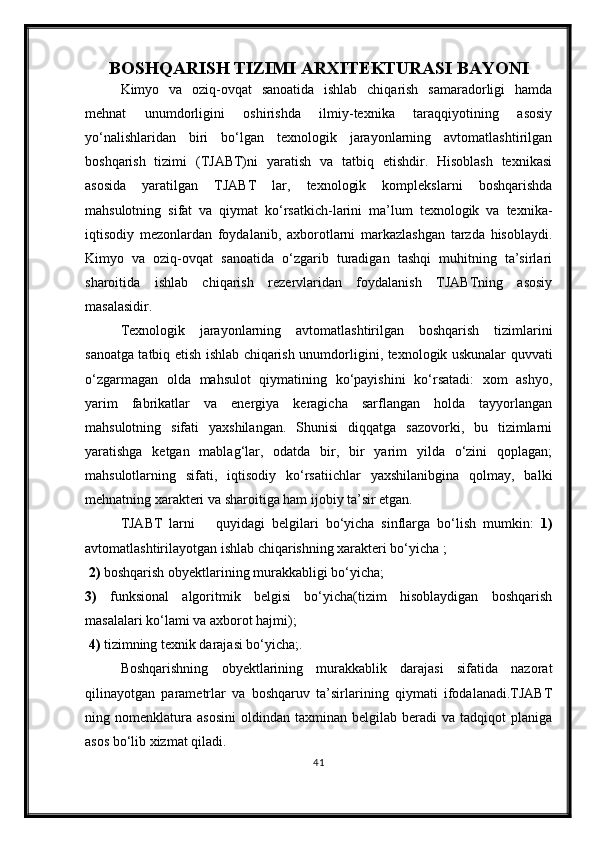
| 9 | Boshqarish tizimini arxitekturasi bayoni....................................... | 41 |
| 10 | Texnik – iqtisodiy xisob qismi....................................................... | 45 |
| 11 | Hayot faoliyati havfsizligi............................................................... | 57 |
| 14 | Xulosa........................................................................................... | 73 |
| 15 | Foydalanilgan adabiyotlar rо‘yxati................................................. | 75 |
-
Похожие документы
- MathCAD sistemasında dinamikalıq sistemalardı modellestiriw temasında PITKERIW QÁNIGELIK JUMÍSÍ
- IoT texnologiyaları tiykarında ıssıxanalarda hawa rayı ózgerisin baqlaw hám basqarıw sistemasın proektlestiriw
- Tabiiy gazni qayta ishlash majmuasini loyihalash.
- Robototexnikada sun’iy intellekt texnologiyalarining roli
- To‘lqin tarqalish tenglamasi uchun ayirmali sxemalar